

Как выглядит якутская лайка, интересные факты и породе и историческая справка о происхождении разновидности

Немецкий ягдтерьер собака. Ягдтерьер фото. Ягдтерьер характеристика породы и описание. Ягдтерьер цена щенков и

История происхождения и предназначение собак породы бурят-монгольский волкодав, их достоинства и недостатки. Как правильно

Чем примечательна порода восточно-сибирская лайка и ее отличительные особенности, как ухаживать за ней и

Как был выведен волкособ и какими отличительными особенностями он обладает? Описание внешности и характера.
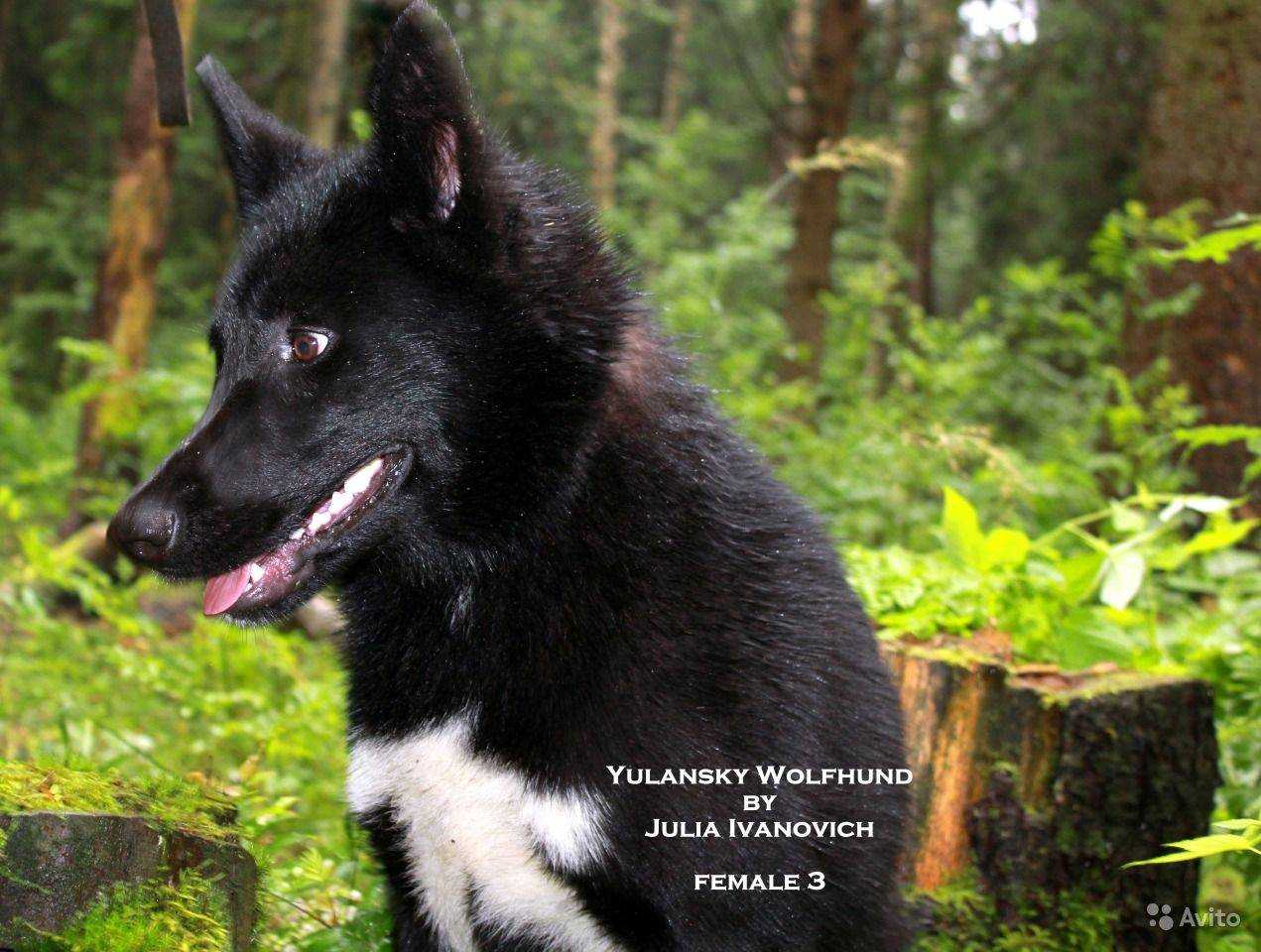
Что собой представляет русский вольфхунд и как он выглядит. Немного из истории происхождения юланы.
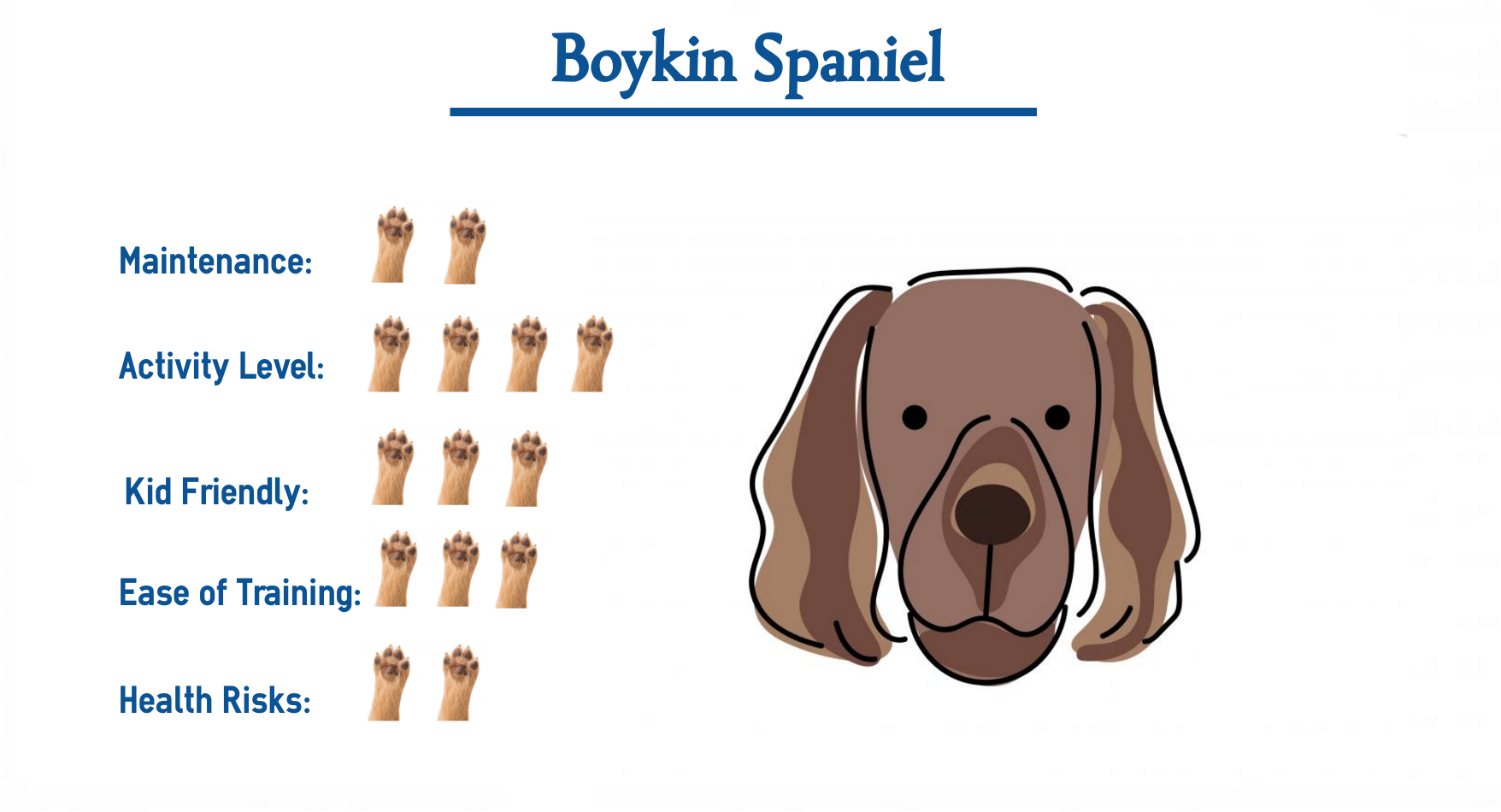
✅ 04.09.2019 Водяной спаниель является охотничьей собакой, незаменимым спутником в лесу, который может

✅✅✅ Обзор породы собак Большой вандейский бассет-гриффон с фото и видео. Происхождение и назначение,



Собака тосы ину: каковы особенности породы и внешний вид животных. Как ухаживать за питомцем,

Большой популярностью у многих любителей собак пользуется новошотландский ретривер. Эту породу можно назвать универсальной,

Подробный обзор подроды собак Тервюрен с фото, видео и отзывами владельцев. Давайте вместе рассмотрим

По каким признакам можно понять о наступлении течки у собак. Когда начинается и сколько

Лает, кусает, и дом охраняет - топ-15 лучших пород сторожевых собак в мире. Рейтинг

Каким должен быть размер собаки средней породы, как он определяется. Общие качества и обзор

Порода собак английский спрингер-спаниель: особенности породы, описание, внешний вид, характер, правила ухода. Выбор щенка,
Собака Сулимова, или шалайка. Описание и фото новой, официально зарегистрированной российской породы.

Во Всемирный день домашних животных рассказываем о четвероногих, которые приходят на помощь службам спасения

Функции собаки-поводыря. Обзор подходящих пород. Особенности психики и дрессировки.

✅✅✅ Подробный обзор породы собак Скотч-терьер (Шотландский терьер) с фото и видео. Происхождение,



👉 Собака Японский хин. История происхождения, подробное описание породы, окрасы, характер и повадки, интересные

Правила содержания и ухода за шарпеями, их питание. Что можно и нельзя давать собаке.

Многие были поражены красотой породы собак салюки: тонкое поджарое тело, стройные ноги, изящная морда.

Той-терьер - это маленькая собачка, которую удобно держать в небольшой квартире. Для ухода за

Риджбек — умная, вопитанная и мускулистая собака. Она наделена запоминающейся внешостью и достойна уважения

Наряду с распространенными породами собак, такими как немецкая овчарка, ротвейлер, лабрадор и золотистый ретривер,

Все от А до Я про собаку породы пули, как выглядит на фото, какой